فرزانگشتی فرزقلطکی فرزاندمیل فرزپیشانی
فرزانگشتی فرزقلطکی فرزاندمیل فرزپیشانی, فرزانگشتی فرزقلطکی فرزاندمیل فرزپیشانی, فرزانگشتی فرزقلطکی فرزاندمیل فرزپیشانی, فرزانگشتی فرزقلطکی فرزاندمیل فرزپیشانی, فرزانگشتی فرزقلطکی فرزاندمیل فرزپیشانی, فرزانگشتی فرزقلطکی فرزاندمیل فرزپیشانی, فرزانگشتی فرزقلطکی فرزاندمیل فرزپیشانی, فرزانگشتی فرزقلطکی فرزاندمیل فرزپیشانی
تیغه فرز عموماً به ابزار برنده دوار، استوانهای و دندهداری اطلاق میشود که برای نصب روی میل مرغک دستگاه فرز طراحی شده باشد. سازندگان ابزار اندازههای اصلی
گونه های پرکاربردتر تیغه فرزها را همچون استاندارد از صنعت اقتباس کردهاند و این استانداردها به تأیید مؤسسه استانداردهای رسمی کشورهای سازنده رسیده است. بیشتر تیغههای پرکاربرد در عملیات فرزکاری از فولاد تُندبُر، کربورسمانته و یا آلیاژهای ریختگی ساخته میشوند.
فرزانگشتی فرزقلطکی فرزاندمیل فرزپیشانی
عملیات فرزکاری
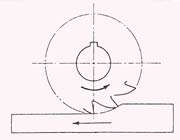
سال ها فرزکاری فرازبُر- گردش تیغهفرز در جهت خلاف باردهی- تنها روش عملی
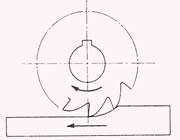
کاربرد تیغه فرزها بود. اما در سال های اخیر روش فرزکاری فرودبُر- گردش تیغهفرز در
جهت باردهی- نیز معمول شده است.
|
فرز کاری فراز بر |
فرزکاری فرود بر |
در فرزکاری فرازبُر دندانههای تیغهفرز تمایل دارند در طول سطح اندک مایهای
بلغزند و این عمل لغزش که با فشار همراه است، منجر به کُند شدن دندانههای تیغهفرز میگردد. خطوط آشنای تیغه فرز روی سطوح فرزکاری شده بر اثر لغزش پیاپی دندانه های تیغهفرز و گردش دشوار آنها پدید میآید. فرزکاری فرودبُر در همه دستگاه های فرز عملی نیست. این روش جز در صورتی که طبیعت کار اجازه دهد و قطعهکار و تیغهفرز محکم بسته شده باشند و دستگاه مجهز به ادوات ضدلقی باشد نباید مورد استفاده قرار گیرد.
اما اگر امکان به کار بردن این روش فراهم باشد میتوان انتظار داشت که صافی سطح
بهتر، نسبت باردهی به دندانه بیشتر و نیز عمر ابزار طولانی تر بدون نیاز به سنگ
زدن دوباره آن حاصل آید.
در فرزکاری فرودبُر درگیری کامل دندانه با قطعه کار در عمل آنی رخ میدهد و
بنابراین از وارد آمدن تدریجی فشارهای محیطی بر تیغه و در نتیجه پدیده لغزش و کُند
شدن آن جلوگیری میشود. همچنین جدا شدن تدریجی دندانههای تیغه فرز از سطح قطعه کار امکان خط افتادن آن را بسیار کمتر میکند.
طبقه بندی تیغه فرزها
تیغه فرزها را میتوان براساس مجال (آزادی) دندانه های آن ها طبقه بندی کرد:
تیغه فرز پشت تراشیده:
تیغهای است که با سنگ زدن پیرامون دندانه هایش تیز شود. مجال آن با سنگ زدن
ناحیه باریکی در پشت لبه بُرنده ایجاد میشود. اگر این تیغه دارای لبه بُرنده
دالبُر نامنظم باشد تیغه فرز پشت تراشیده نقشبُر (فرم تراش) نامیده میشود.
تیغه فرز دنده تیز تیغه ای است که با سنگ زدن سطح دندانه هایش تیز شود. مجال
ناهمگون پشت لبه بُرنده این گونه تیغه فرزها شکل خود لبه بُرنده را دارد.
نوع دیگر طبقه بندی تیغه فرزها بر روش نصب آن ها استوار است. تیغه فرزی که برای
نصب روی میلمرغک دستگاه دارای سوراخی در میان باشد تیغه فرز میل مرغکی و اگر دارای دنباله سَر خودِ استوانهای یا مخروطی باشد تیغه فرز دنباله دار نامیده می شود.
تیغه فرزی که بدون واسطه روی میل مرغک بسته شود تیغه فرز پیشانی تراش نامیده
میشود. تیغهفرزها راستبُر یا چپبُر هستند. وقتی تیغه فرز بر روی میلمرغک بسته
میشود اگر در نگاه از روبه رو در جهت خلاف عقربههای ساعت براده برداری کند راست بُر و اگر در جهت عقربه های ساعت براده برداری کند چپ بُر است.
گونه های عمومی تیغه فرزها
ماشینکار باید تیغه فرزها را بهنام بشناسد و با کاربردهای ویژه هر یک آشنا
باشد. تیغه فرزها برای کاربردهای ویژه در انواع گوناگون طراحی میشوند.
تیغه فرزهای ساده:
تیغهفرز ساده (که معمولاً به نام عمومی فرز شناخته میشود) برای فرزکاری سطوح
تخت و موازی با محور دوران تیغه فرز به کار میرود. زاویه براده دندانههای تیغه
فرز 5/12 درجه است. تیغه هایی که عرض آن ها کمتر از 20 میلیمتر باشد راست دندانه ( با دندانههای موازی با محور) و تیغه های بزرگتر دارای دندانههای مارپیچ یا حلزونی چپبُر هستند. دندانه های چپ بُر موجب پدید آمدن نیروی محوری در جهت محکم کردن میل مرغک در یاتاقان هایش میشوند.
تیغهفرزهای ساده برای کارهای ماهیتاً شمشتراشی (تختالتراشی) بسیار مناسب
هستند و این خصوصیت بهویژه اگر قطعهکار باریکتر از پهنای تیغهفرز باشد ممتازتر
است. اگر این تیغهفرزها برای روتراشی سطوح تخت شانهدار به کار روند سَرِ جلوتر
دندانههای مارپیچ باید گوشه شانه را برادهبرداری کند و دندانههای باریک همان سر
یا شیارهای براده جمعکن جانبی باید رو به درون سنگ زده شوند تا نتیجه بهتری بهدست آید.

تیغهفرزهای ساده نازکتراش برای برادهبرداری نه چندان ضخیم از روی قطعات ساخته شده از چدن چکشخوار، فولاد و چدن بسیار مناسب هستند.
|
تیغه فرز ساده نازک تراش
|

| تیغه فرز ساده خشن تراش |
تیغهفرزهای ساده خشنتراشی دارای زاویه براده بزرگ، دندانههای درشت و شیارهای
عمیق هستند و زاویه مارپیچشان نیز تُند است.
|
تیغه فرز حلزونی |
تیغهفرزهای حلزونی نوعی از تیغهفرزهای ساده هستند که زاویه مارپیچ آنها بسیار
تند و معمولاً 52 درجه است. زاویه مارپیچ معمولاً مخالف جهت دوران تیغهفرز است تا
در نتیجه نیروی محوری پدید آید و در جهت محکم کردن میلمرغک در یاتاقانهایش اثر
کند. این نوع تیغهها همه منظوره نیستند بلکه برای فرزکاری برنز یا فولادهای نرم در
باربرداری کم با سرعت برش بالا و سرعت باردهی زیاد به کار میروند.
این تیغه فرزها به روش برش برادهبرداری میکنند، براده ها را از پهلو به بیرون
میرانند، اثر دوران برجای نمیگذارند و از روی قطعه کار برنمی جهند و همین ویژگی
ها موجب میشود که این تیغه فرزها بهویژه برای برادهبرداری قطعات نازک یا براده
رداری نوبهای در مواردی که هر بار اندازه براده برداری فرق میکند بسیار مناسب
باشند.
برای سطوح بسیار پهن نیز میتوان این نوع تیغه فرز را به صورت چند پلهای و به
گونهای ساخت که زاویه مارپیچ در هر دو پله پیاپی عکس هم باشد.
تعبیر حلزونی را نباید با مارپیچ اشتباه گرفت. مارپیچ نوعی از منحنی است که با
حرکت توأمان دورانی و محوری نقطه روی سطح استوانهای پدید میآید. حال آنکه منحنی حلزونی نوع دیگری از منحنی است که برای پدید آمدن آن نقطه باید سه نوع حرکت را همزمان انجام دهد: 1- دوران حول محور 2- فاصله گرفتن از محور 3- حرکت به موازات محور. تیغهفرزهای ساده با زاویه مارپیچ 25 تا 45 درجه عموماً، ولی به غلط، فرزهای حلزونی نامیده میشوند.
تیغهفرزهای درشتدندانه (خشنتراش) میتوانند در زمان اندک لایههای ضخیمی از
فلزات را بدون وارد کردن بار بیش از اندازه بر ابزار یا ماشین برادهبرداری کنند.
فاصله زیاد دندانهها موجب میشود که لبههای برنده به خوبی همدیگر را پشتیبانی
کنند حال آنکه این حالت در مورد دندانههای نزدیک به هم همیشه صادق نیست و از این روی این تیغهفرزها برای برادهبرداری سریع و عمیق و در عین حال مصون از خطر شکستگی بسیار مناسب هستند.
تیغهفرزهای شکافدار:
با دندانههای چاکدار یا شکافدار ساخته میشوند تا در کاربردهایی مانند خشنتراشی از توانایی برادهبرداری عمیقتر برخوردار باشند. تأثیر شکافها این است که قدرت لازم برای گرداندن تیغهفرز کاهش مییابد. شکافها به گونهای آرایش داده میشوند که هر شکاف درست در روبروی لبه برنده دندانه بعدی قرار گیرد. بدینترتیب هر لبه برنده بهجای برادهبرداری پیوسته به صورت بریدهبریده برادهبرداری میکند. تیغهفرزهای شکافدار بسیار پهن بهنام تیغهفرز تختالبُر شناخته میشوند.
تیغهفرزهای پهلوبُر
این نوع تیغهفرزها تیغ های ساده استوانهای شکلی هستند که دندانههایی در یک و
یا هر دو طرف محیط خود دارند. تیغهفرزهای پهلوبر برای فرزکاری جانبی، شیارزنی و
فرزکاری راستگوشهها مناسب هستند.

اگر تیغهفرز فقط در یک طرف دندانه داشته باشد تیغهفرز پهلوبُر یک طرفه نامیده
میشود. از این نوع تیغهفرز برای فرزکاری سنگین بار راستگوشهها استفاده میشود.


|
تیغه فرز پهلو بر (راست بر)
|
تیغه فرز پهلو بر (چپ بر)
|
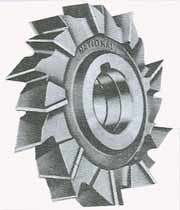
تیغهفرزهای پهلوبر دندانه شطرنجی برای شیارزنی عمیق و فرزکاری های سنگین بار جانبی طراحی میشوند.در این ابزار جهت نیروی برشی به تناوب در چپ و راست تغییر میکند و به همین دلیل نیروی محوری حاصل از پهلوها خنثی میشود.
چپ و راست بودن یک در میان تیغهها و نیز بزرگ بودن زاویه بُنبریدگی آن ها موجب میشود که این ابزار بتواند بدون لرزش های مخرب یا سروصدای زیاد برادهبرداری سنگین و عمیقتری کند و صافی سطح خوبی هم برجای بگذارد.
با این ابزار برش های آزاد را میتوان با سرعت دوران و سرعت باردهی زیاد انجام
داد. همچنین اگر عملیات برش متوقف شود میتوان این ابزار را به آسانی با ابزارهای
معمولی جایگزین کرد.
گرچه تیغهفرزهای دندانه شطرنجی نخست برای تراشکاری عمیق در فولاد در نظر گرفته شدند ولی برای فرزکاری های کمعمق هم میتوان از آن ها استفاده کرد و این ویژگی در مواردی که عمق برش متغیر باشد امتیازی برای آن ها محسوب میشود. با جفت کردن دو یا چند تیغهفرز دندانه شطرنجی و به کار بردن مجموعه آن ها بهجای یک تیغهفرز پهنتر با فاصله دندانههای بازتر میتوان شیارهای پهن را هم فرزکاری کرد.
تیغهفرزهای پهلوبُر جفتشو
در مواردی که برای پهنای شیار دقت زیاد لازم باشد بسیار کارساز هستند. در این
گونه موارد برای بهدست آوردن پهنای مناسب میتوان تیغهها را همراه با طوقههای
پولکی فاصلهانداز در هم جفت کرد.از آن جایی که جهت نیرویبرشی در این تیغهها به تناوب در چپ و راست تغییر میکند نیروی محوری جانبی حذف و در نتیجه عمل برش بسیار نرم و سریع انجام میشود.
اندازههای بزرگتر این ابزار را میتوان با تیغچههای بازشو ساخت. سطوح براده
دندانههای آن همه دارای زاویه براده مثبت هستند و این ابزار علاوهبر این که برای
تأمین پهنای دقیق شیارها قابل تنظیم است این امتیاز را هم دارد که کف شیارها را
پرداخت میکند.

تیغهفرزهای تیغچهای (باتیغچههای بازشو)
در صورتی به کار میروند که ابعاد تیغهفرز بزرگ باشد. تیغچهها (که گاه تیغه نیز نامیده میشوند) معمولاً به این دلیل بهکار برده میشوند که این ساختار ارزانتر است و در صورت لزوم تمام دندانهها را میتوان به راحتی تعویض کرد.
ساختار دندانه تیغچهای از خطر ترک خوردن دندانهها را میتوان به راحتی تعویض
کرد. ساختار دندانه تیغچهای از خطر ترک خوردن دندانهها در هنگام عملیات سختکاری
پیشگیری میکند. دندانهها را میتوان از فولاد تندبُر، کربورسمانته و یا آلیاژهای
ریختگی ساخت.
برای بستن تیغچهها روش های گوناگونی بهکار میرود. تیغچهها معمولاً به اندازه کافی بلند ساخته میشوند تا بتوان آن ها را چندین بار تیز کرد. این تیغهفرزها در فرزکاری جانبی سنگین بار و کارهای پیشانیتراشی وقتی بهکار میروند که عمر کار طولانی در شرایط سخت مورد نظر باشد.
تیغهفرزهای انگشتی
تیغهفرز انگشتی بنابر تعریف دقیق تیغهفرزی است که تنها در انتها دندانههای برنده داشته باشد. با وجود این تیغهفرزهای انگشتی ممکن است علاوه بر دندانههای
انتهایی در طول محیط یا روی سطح استوانهای خود نیز دارای دندانه باشند.
از آن جاییکه دندانههای برنده این تیغهفرزها در انتهای آن هاست معمولاً دارای
دنباله هستند. دنبالههای آن ها برای سازگاری با غلاف ها و رابط های گوناگون
میتواند راست یا مخروطی باشد.


|
تیغه فرز انگشتی با دنباله راست
|
تیغه فرز انگشتی با دنباله مخروطی
|
تیغهفرزهای انگشتی را میتوان راستبُر یا چپبُر ساخت. جهت مارپیچ (راستگرد
یا چپگرد) آن ها میتواند همجهت یا در جهت خلاف گردش تیغهفرز باشد. اگر جهت
مارپیچ با جهت دوران تیغهفرز یکسان باشد (راستگرد یا چپگرد) زاویه براده
دندانهها مثبت است. برای بعضی از کاربردهای خاص تیغهفرزهایی وجود دارد که جهت
مارپیچ آن ها با جهت دورانشان مخالف است برای مثال تیغهفرز چپبُر با مارپیچ
راستگرد. ولی معمولاً تیغهفرزهای انگشتی راستبُر با مارپیچ راستگرد برتر شمرده
میشوند.
انتهای برنده تیغهفرزهای انگشتی به صورت های گوناگون ساخته میشود تا از عهده
کاربردهای بسیار گستردهای مانند نقشُّبُری، کفتراشی، شیارزنی، رویهتراشی و
بسیاری از کارهای فرزکاری دیگر برآیند. گونههای مختلف سَرِبُرنده تیغهفرزهای
انگشتی عبارت است از:
1- دوشیاره
2- چندشیاره (سه شیاره، چهار شیاره، شش شیاره)
3- یکسَر
4- دوسَر
5- توخالی:
الف- ثابت
ب- قابل تنظیم
6- سر ساچمهای
7- نوک کاربیدی
8- پیشانیتراش

تیغهفرزهای انگشتی دوشیاره یکسر برای شیار زدن در تمام مواد مناسب
هستند.

تیغهفرز انگشتی دوشیاره دوسر را نشان میدهد. این نوع تیغه نیز برای
شیار زدن در تمام مواد کاربرد دارد.
تیغهفرزهای توخالی نوع ثابت و نوع قابل تنظیم را نشان میدهد. این نوع
تیغهها برای تنظیم قطر انواع میلگردها در دستگاههای پیچتراشی یا ماشینهای تراش
برجکدار (تارت) به کار میروند.


|
تیغه فرز تو خالی قابل تنظیم |
تیغه فرز تو خالی نوع ثابت |
دندانههای این تیغهها برای فرزکاری فولاد دارای بُن بریدگی و برای فرزکاری برنز صاف هستند. نوع دیگر این ابزار قابل تنظیم است و سایش داخلی تیغهها را جبران میکند.

تیغهفرزهای انگشتی سرساچمهای برای فرزکاری انحناها و شیارهایی که گوشه آنها گرد باشد و نیز در قالبسازی کاربرد گسترده دارند.

تیغهفرزهای انگشتی نوک کاربیدیدر انواع و شکل های گوناگون ساخته میشوند. مزیت این نوع تیغهها این است که میتوانند با سرعت برادهبرداری زیاد کار کنند. سرعت برادهبرداری این نوع تیغهها دو برابر تیغههای ساخته شده از فولاد تندبُر است.

تیغه فرزهای پیشانی تراش
از فرز نوع توخالی ثابت بزرگ تر و قطر آن ها از 30 تا 150 میلیمتر است. این تیغهها برای سوار شدن روی محور دستگاه دارای سوراخی در میان هستند و برای کف تراشی یا براده برداری سطحی به کار میروند.
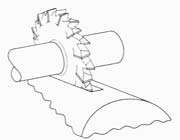
تیغهفرزهای زاویهای
تیغهفرزهای زاویهای به گونهای طراحی میشوند که نسبت به محور دوران با
زاویهای معین فرزکاری کنند. این تیغهفرزها برای برادهبرداری سطوحی که نسبت به
محور دوران زاویه معینی داشته باشند و نیز بیشتر در ساخت تیغهفرزهای دیگر به کار
میروند.
تیغهفرزهای زاویهای هم برای دوران راستگرد و هم چپگرد ساخته میشوند.
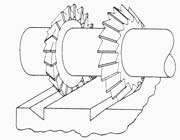
تیغهفرزهای زاویهای یکطرفه برای فرزکاری چرخِ جغجغه یا دمچلچلهای به کار
میروند. زاویه این تیغهها معمولاً 40 تا 80 درجه است. تیغهفرزهای زاویهای
دوطرفه با زاویههای 45، 60 و 90 درجه ساخته میشوند.
|
تیغه فرز زاویه ای یک طرفه |
تیغه فرز زاویه ای دو طرفه |
تیغهفرزهای زاویهای یکطرفه یک سطح جانبی عمود بر محور دوران دارند و سطح
جانبی دیگر آن ها معمولاً 45 یا 60 درجه است؛ یعنی فقط یک طرف آن ها نسبت به محور دوران با زاویهای غیر از 90 درجه برادهبرداری میکند. حال آن که تیغهفرزهای
زاویهای دوطرفه به گونهای ساخته میشوند که هر دو طرف آن ها نسبت به محور دوران با زاویه غیر از 90 درجه برادهبرداری میکند.
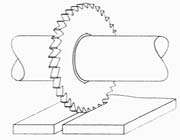
ارههای راستهبُر، ارههای شیاربُر و تیغهفرزهای دیگر
تیغهفرزهای ساده با دندانههای راست و نازک معمولاً اره راستهبُر نامیده میشوند.
اره راسته بر ساده
اره راسته بر ساده برای شیار زدن های معمول، چندپاره کردن و نیز شیار زدن های نه
چندان عمیق فلزات و غیرفلزات به کار میرود.
اره راسته بر با دندانه های جانبی
اره راستهبُر با دندانههای جانبی دارای مجال های جانبی براده پاککن است و
برای شیار زدن در تمام انواع مواد به کار میرود.
اره راسته بر دندانه شطرنجی
ارههای راستهبُر دندانه شطرنجی با دندانههای مارپیچ یکدرمیان چپ و راست برای
انجام عمل برش و با مجال هایی در میان دندانههای جانبی برای پاک کردن براده ساخته میشوند. این ارهها برای شیار زدن های سنگین بار در تمام انواع مواد به کار
میروند و نسبت به دیگر ارهها توانایی رادهبرداری عمیق تر با سرعت باردهی بیشتری
دارند.
تیغهفرز شیاربُر سرپیچ
این تیغه با مجال جانبی ساخته میشود و برای شیار زدن سرِپیچ ها از هر جنس و
نیز برای برش ورق یا لوله به کار میرود. این تیغه فقط برای ایجاد شیارهای کوتاه و
کمعمقی مانند شیار سرپیچ ها کاربرد دارد.
تیغهفرز چتری (صلیبی)
گونه خاصی از فرز انگشتی برای ایجاد شیارهای صلیبی (T) شکل است. این تیغه برای فرزکاری طرف پهنتر شیار صلیبی شکل طراحی میشود و پس از فرزکاری بخش باریک تر آن با فرز پهلوبُر یا فرز انگشتی به کار میرود.

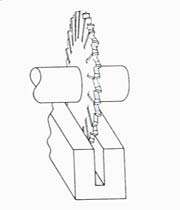
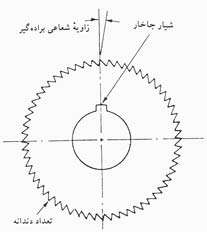
تیغهفرزهای جاخارزنی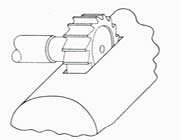
به دو صورت دنباله دار یا میل مرغکی ساخته می شوند. نوع دنباله دار برای فرزکاری جاخارهای هلالی کوچکتر به کار می رود و جاخارهای هلالی بزرگتر با نوع میلمرغکی فرزکاری می شوند. این تیغهها دارای دندانههای نقش بُر هستند و برای فرزکاری جاخارهای نیمدایرهای در محورها به کار می روند.
تیغه فرز جا خارزنی(نوع میل مرغکی)برای فرزکاری جاخارهای هلالی بزرگتر.
تیغه فرز زاویه ای یک طرفه با سوراخ رزوه شده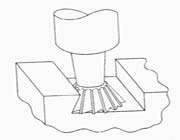
این تیغه را می توان برای فرزکاری شیارهای دم چلچلهای روی هر نوع جنس به کار برد. برای این منظور معمولاً از تیغه فرزهایی استفاده می شود که زاویه آنها 60 درجه باشد.
|
تیغه فرز زاویه ای یک |
تیغه فرزهای نقش بُر دنده تیز
این تیغه ها گونه هایی از تیغه فرز هستند که برای ایجاد نقش های خاص به شکل
متناسب با آن ساخته می شوند. برای تیز کردن این تیغه ها تنها باید لبه دندانه ها
را سنگ زد. سطح بیرونی دندانه ها شکل موردنظر را به وجود می آورد و هنگام تیز
کردن مجدد تیغه نباید سنگ زده شود.
تیغه فرزهای محدب
این تیغه ها برای ایجاد شکل یا نقش نیم دایرهای بر روی قطعاتی از هر نوع جنس به کار می روند. اگر نقش دلخواه به شکل نیم دایره محدب باید از تیغه فرز مقعر استفاده شود. برای ایجاد گوشه های گرد محدب نیز از تیغه فرز گرد گوشه بُر استفاده می شود.
|
تیغه فرز مقعر |
تیغه فرز گرد گوشه بر |
تیغه فرزهای دنده تراش با قطرها و اندازه های سوراخ گوناگون به بازار عرضه
میشوند؛ به گونهای که می توان آن ها را تقریباً در هر نوع دستگاه فرز معمولی و
با هر نوع میل مرغک به کار برد.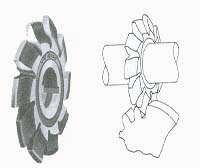
در میان تیغه فرزهای پرداخت چرخدنده بیش از همه از تیغه فرز منحنی اینولوت
عادی با زاویه فشار 5/12 درجه استفاده می شود. برای تیز کردن این تیغه ها باید
لبههای دندانه های آن ها را به گونه ای سنگ زد که نقش اینولوت سطح بیرونی دندانه
ها تغییر نکند. تیغه فرزهای پرداخت چرخدنده برای هر گام در هشت اندازه ساخته می
شوند. برای تولید یک طیف کامل چرخدنده از دوازده دندانهای تا دندانه شانهای برای
هر گام معین هشت تیغه مورد نیاز است.
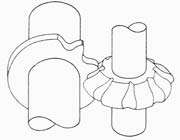
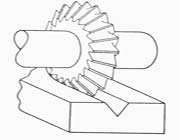
تیغه فرز چرخ زنجیرتراش
در شکل مقابل نشان داده شده است. این نوع تیغه برای فرزکاری گونهای از چرخ
زنجیرهای غلتکی که شکل دندانه های آن ها مطابق با استاندارد آمریکایی باشد به کار می رود.

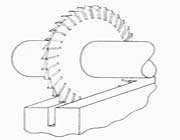
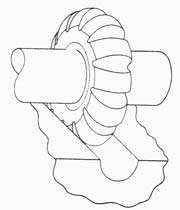
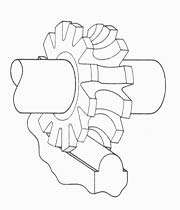
هاب ها
هاب تیغه فرز دندانه داری است که هیأت حلزون را دارد. این تیغه ها معمولاً برای براده برداری دندانه های چرخدنده های ساده، مارپیچ، جناغی، چرخ حلزون، حلزون، هزارخار، چرخ جغجغه، محورهای چهارگوش و چرخ زنجیر برای زنجیرهای دندانه
معکوس (بیصدا)، غلتکی، و قرقره و زنجیر ضامن دار به کار می روند.
هاب ها به دو صورت خشن و سنگ خورده ساخته می شوند. برای عملیات دنده زنی
معمولی نوع خشن اقتصادی تر است و بنابراین بیشتر مورد استفاده قرار می گیرد. نوع
سنگ خورده این تیغه ها برای دنده زنی دقیق مناسبتر است.
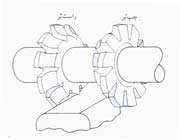
هاب های دندانه ساده را می توان برای دنده زنی چرخدندههای ساده یا مارپیچ به
کار برد. با تیغه راست بُر میتوان هم چرخدندههای مارپیچ راستگرد و هم چپگرد را
دنده زنی کرد. توصیه می شود که برای براده برداری چرخدندههای مارپیچ راست گرد
از تیغه راست بُر و برای چرخدندههای مارپیچ چپ گرد از تیغه چپ بُر استفاده شود.
بهطورکلی این تیغه ها را می توان برای تولید هر شکل که بهطور منظم روی
پیرامون قطعه استوانهای تکرار شود به کار برد.
نگهداری تیغه فرزها
برای جلوگیری از لب پریدگی و کُند شدن تیغه فرزها رعایت احتیاط ضروری است. در
هنگام تنظیم دستگاه فرز باید مراقب بود که سر تیغه ناگهان با قطعهکار، ابزار و یا
دستگاه برخورد نکند. معمول این است که لبههای برنده تیغه فرزها را برای جلوگیری
از لبپریدگی یا کند شدن آن ها با پلاستیک می پوشانند. هنگامی که از تیغه فرزها
استفاده نمیشود باید آن ها را در جای مناسب نگهداری کرد.